BFMIN
Ultimate Member
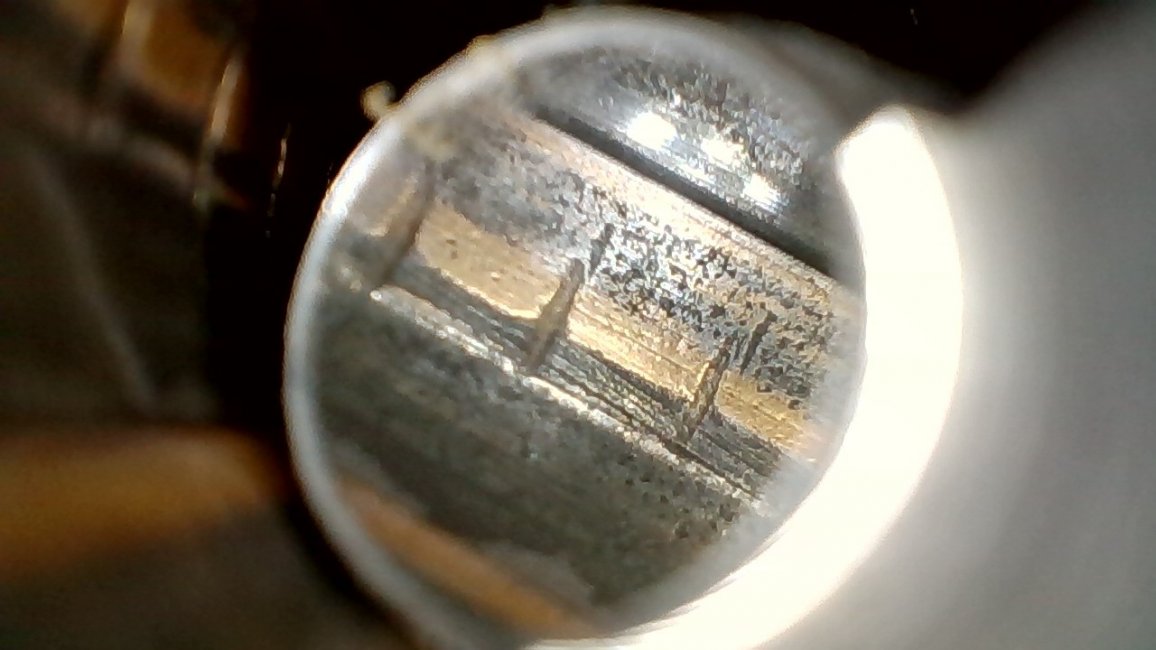
I ask because of this interesting close up shot.
Its about 1/3 of the way into the barrel from the chamber end & I only found it recently while using a bore-scope to check for cleaning of fouling.
3 parallel transverse grooves very evenly spaced with an attendant smaller transverse groove equally adjacent to them all. It does not repeat anywhere else in the bore. I'm guessing some kind of tool mark?
Its about 1/3 of the way into the barrel from the chamber end & I only found it recently while using a bore-scope to check for cleaning of fouling.
3 parallel transverse grooves very evenly spaced with an attendant smaller transverse groove equally adjacent to them all. It does not repeat anywhere else in the bore. I'm guessing some kind of tool mark?